

BLOG
4 Tips for Sourcing Inconel Part
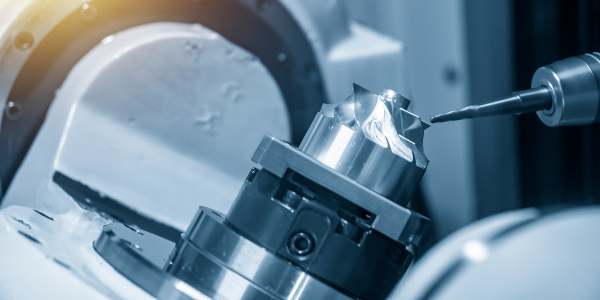
At our Colorado CNC machine shop, we primarily machine Inconel for rocket jet engine components. We’re adept at machining the many different grades of Inconel, though we mostly work with Inconel 625 and Inconel 718.
Since hitting the market in the 1930s, Inconel®—a group of nickel-based superalloys—has become a popular material for oil and gas, US Navy submarine, and jet engine components that benefit from its exceptional strength, corrosion resistance, and heat resistance.
Inconel has a low coefficient of thermal expansion at 77 degrees Fahrenheit to 1,400 degrees Fahrenheit, meaning it can withstand extreme heat and extreme temperature ranges without changing its size.
At our Colorado CNC machine shop, we primarily machine Inconel for rocket jet engine components. We’re adept at machining the many different grades of Inconel, though we mostly work with Inconel 625 and Inconel 718.
Inconel 625 vs. 718
Inconel 625 and 718 have slightly different compositions. Inconel 625 comprises nickel, chromium, molybdenum, and niobium, while Inconel 718 comprises nickel, chrome, iron, and niobium.
Both grades offer exceptional corrosion resistance, though 718 has a higher strength. Inconel 625 is generally easier to machine because although it is prone to chatter, it is not prone to work hardening to the same degree as 718. Work hardening occurs when worn-down tools mush the material, creating friction and adding heat, which makes the hard material even harder. Work-hardened Inconel 718 may become so hard that it’s nearly impossible to cut.
In other words, if your application doesn’t require the higher strength of Inconel 718, you can save money by selecting the easier-to-machine 625.
When customers ask for Inconel 718, our Colorado CNC machine shop typically works with AMS 5662 and 5663. AMS 5662 is the rawest and softest state of 718, which is how we prefer to machine it. AMS 5662 can be heat treated to 5663, a harder state of the alloy, though we wait until after machining it to bring it to this condition.
Need Inconel Parts? Follow These Tips
Getting parts made from specialty alloys like Inconel isn’t as straightforward as getting parts made from a standard material like aluminum. If you need Inconel machining, follow these tips for the best experience.
1. Work with a shop that specializes in Inconel machining
It takes a skilled machinist to effectively machine Inconel. With a material like aluminum, machinists can make big, deep cuts to remove a significant amount of material quickly. In contrast, Inconel requires smaller, lighter, faster cuts to avoid work hardening. Our Colorado CNC machine shop has mastered the art of machining Inconel.
In addition to meticulously cutting the material, shops must have the right tooling for machining Inconel. At Focused on Machining, we work closely with our tooling vendors to select tooling with special wear-resistant and heat-resistant coatings. We then dedicate that tooling exclusively to machining Inconel.
2. Be wary of the lowest quote
If five shops quote your Inconel job, and one shop quotes you significantly lower than the others, think twice before working with them. A suspiciously low quote often indicates that a shop might not have the proper experience machining Inconel to anticipate the challenges they’ll encounter with the material. In these cases, there’s a high risk that something will go wrong, delaying your lead time.
3. Anticipate material sourcing challenges
With materials in short supply, we always encourage customers to act fast by placing an order shortly after receiving a quote. This advice is especially important for Inconel, one of the more difficult materials to source.
4. Call out the right AMS specification
It’s not uncommon for engineers to call out a plate spec for a round part, prompting back-and-forth communication with a shop that can delay the start of the project. In most cases, engineers approve the use of a different spec, but by then, time has already been lost.
If you absolutely need a plate spec for a round part, we can use it, but keep in mind that your costs will increase because we’ll need to remove more material.
When you need Inconel machining, you can count on Focused on Machining. Request a quote today.

CMMC 2.0 Compliance Update from our Colorado CNC Machine Shop
Our Colorado CNC machine shop is in the process of pursuing CMMC 2.0 compliance, which will prove to the US Department of Defense that we meet rigorous cybersecurity standards. Now that we’re several months into the process, we’re here to provide an update on our status—because transparency and accountability matter to us.
Our Colorado CNC machine shop is in the process of pursuing CMMC 2.0 compliance, which will prove to the US Department of Defense that we meet rigorous cybersecurity standards.
To streamline the complex process as much as possible, we created a work order in our ERP system, ProShop, just like we would if we were manufacturing a complex part. The work order outlines a long series of steps to achieving CMMC 2.0 compliance.
Now that we’re several months into the process, we’re here to provide an update on our status—because transparency and accountability matter to us.
Our Progress Toward CMMC 2.0 Compliance to Date
As of March 2024, we’ve made significant progress through the Advanced Asset Inventory step in our CMMC certification work order. Here, we’ll provide insight into what each of these initial steps entails.
Introduction to CMMC and Resources - Complete
This step includes:
Reading through the CMMC 2.0 standard.
Understanding the certification levels.
Assigning a member of upper management to lead the implementation.
Informing employees of the process.
Documentation - In Progress
This step focuses on collecting all CMMC certification documentation and controlling who in the organization can access it.
Planning - Complete
This step includes:
Assessing whether the necessary resources are available to achieve CMMC certification.
Ensuring the entire organization is aware of the requirement.
Assessing how to allocate budgetary resources to necessary programs, platforms, or consultants.
Planning to achieve CMMC certification.
Assessing the available budget for implementing CMMC certification and the cost of becoming certified.
Appointing one staff member who is responsible for information security and can lead the implementation of CMMC.
Securing commitments from upper management to designate time and monetary resources for CMMC implementation.
Understanding the certification process, which involves arranging for a company that is part of the CMMC Accreditation Board to conduct an audit.
Identify Users - In Progress
This step includes:
Reviewing the definition of Least Privilege and understanding how it functions within the company. (Least Privilege ensures that users only have access to what they need to perform their job.)
Identifying all individuals in the organization with access to CUI systems.
Identifying all privileged and administrative accounts within all systems. (A privileged account is one with the ability to set configurations for all other accounts.)
Identifying all company positions within the organization.
Configuring the necessary access and training levels for each company position in our ProShop ERP system.
Assigning each employee a company position.
Defining the procedure for assigning company positions for employees who change roles.
Defining how users will be disabled once they are no longer employed.
Backups, Backups, Backups - 70% Complete
This step includes ensuring all platforms are being backed up. We’re working to document how our ERP system, ProShop, and our quoting software, Paperless Parts, manage backups.
Collecting Event Logs - In Progress
This step involves:
Creating and retaining system audit logs and records to the extent needed to enable the monitoring, analysis, investigation, and reporting of unlawful or unauthorized system activity.
Providing a system capability that compares and synchronizes internal system clocks with an authoritative source to generate time stamps for audit records.
Advanced Asset Inventory - 80% Complete
This step involves:
Creating a hardware asset inventory that includes the network address, hardware address, machine name, asset owner, department of the asset, and whether the hardware asset has been approved to connect to the network.
Creating a software asset inventory that tracks the name, version, publisher, and install date for all software on systems, including remote workstations.
Creating an inventory for other assets.
Identifying asset owners.
Goal: Achieve CMMC 2.0 Compliance by the End of 2024
We’re thrilled to say that our Colorado CNC machine shop is on target to achieve Level 2 certification, which has a long list of 110 requirements aligned to NIST SP 800-171, by the end of 2024.
Our effective approach to obtaining CMMC certification underscores what customers who work with us already know: our shop is organized, methodical, and strategic in the pursuit of any goal—big or small. We’d love to show you what we can do for you. Request a quote to work with us.

Zero-Point Fixturing: Our Approach to Complex Aerospace Machining Job
A recent trend in aerospace machining is that parts are becoming so complex that traditional equipment and approaches are no longer sufficient. Aerospace buyers often need parts with exceptionally tight tolerance features on opposite or multiple sides, which can be difficult to achieve with a standard CNC mill. At Focused on Machining, we’ve found great success leveraging multi-axis machining with zero-point fixturing to take on the most challenging aerospace machining jobs.
A recent trend in aerospace machining is that parts are becoming so complex that traditional equipment and approaches are no longer sufficient. Aerospace buyers often need parts with exceptionally tight tolerance features on opposite or multiple sides, which can be difficult to achieve with a standard CNC mill.
5-axis and multi-axis machining have emerged as gold-standard solutions for machining these parts, enabling shops to achieve the precision and efficiency required to feel confident quoting them.
At Focused on Machining, we’ve found great success leveraging multi-axis machining with zero-point fixturing to take on the most challenging aerospace machining jobs.
Our Shop’s Zero-Point Fixturing Solution

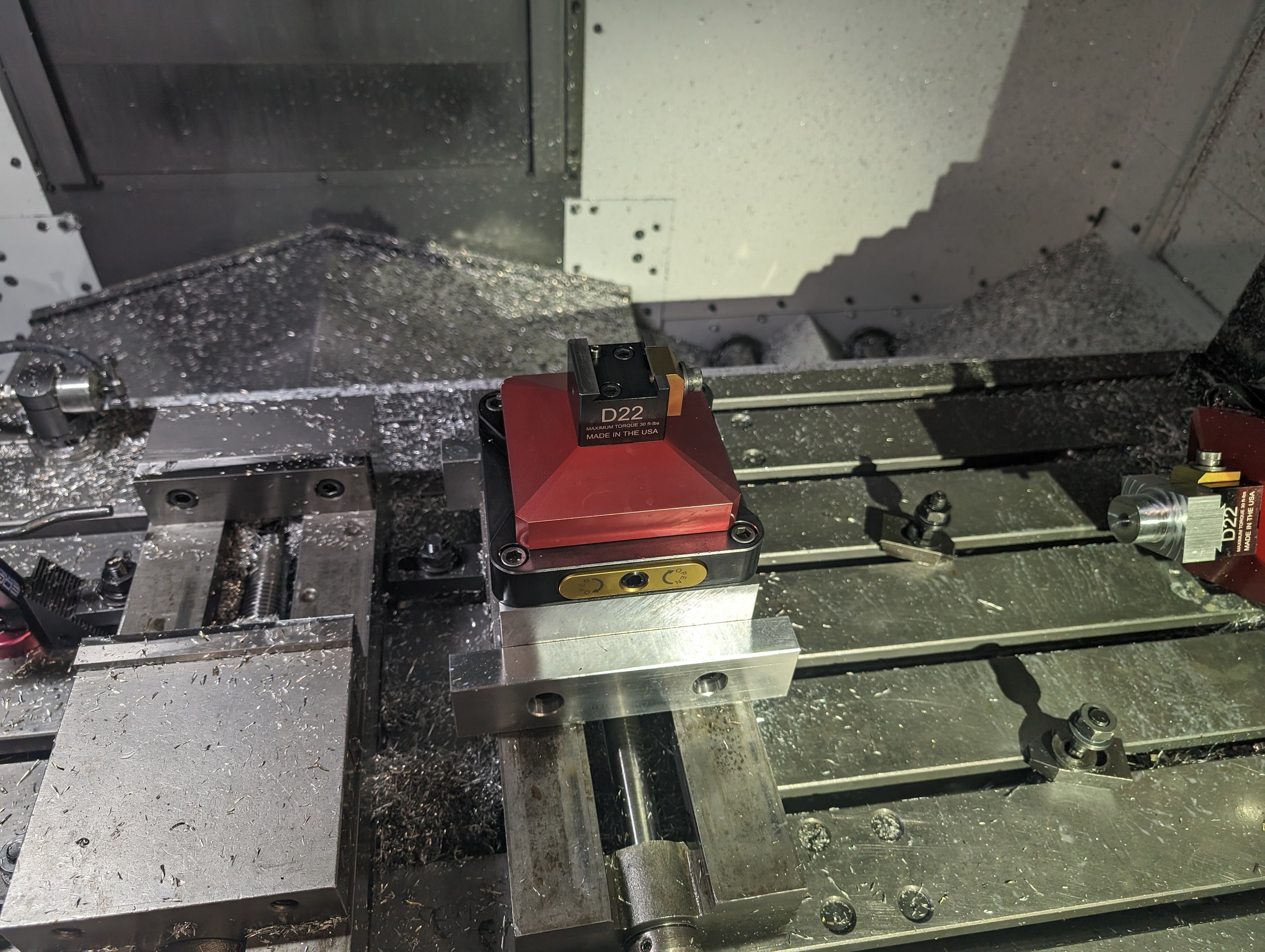
We invested in a RockLock base permanent fixturing setup for each of our multi-axis machines. The RockLock base allows us to swap vises and fixtures quickly with no setup time and guarantees repeatability of less than 0.0003”.
Here’s a comparison of how a complex aerospace machining job would proceed without zero-point fixturing vs. how it proceeds with zero-point fixturing.
Aerospace machining without zero-point fixturing
Let’s say we’re machining a tight tolerance part with three operations using a traditional setup without zero-point fixturing. Operation 1 is easy enough because we’re just machining raw stock to establish the datums from which Operation 2 and 3 will be measured.
However, once we get to Operation 2, things become more complicated. Let’s say we need to flip the part upside down or sideways to machine a different side. If the tolerances are exceptionally tight, the machinist will need to reposition the part and use a manual indicator to orient it perfectly in the machine. The machinist will then need to do the same thing with every single part in the order, which, as you can imagine, makes for an incredibly inefficient process.
This approach may be feasible if there are only 5-10 parts in an order. But most shops can’t justify having a machinist perform this degree of manual work for higher-volume orders—and the cost of doing so would make buyers’ jaws drop.
Aerospace machining with zero-point fixturing
With zero-point fixturing, the extensive manual work is eliminated. The vise enters a base that has pins in it with precise locating capabilities. We machine Operation 1 in that vise in one location to achieve all the Operation 1 features. Then, we take the entire vise up and out of the machine and move it to the Operation 2 fixture. The machine knows exactly where that part is within 0.0001” from Operation 1. No manual indicating is required, allowing us to work much more efficiently. Once we have proven the first part, we can machine multiple parts in the same setup.
Quality control
Even quality control is more efficient with zero-point fixturing. We have a RockLock base in our quality department, so if we program everything from the center of the vise—including the CMM—we can take the whole vise and part out of the machine, move it over to quality, and it will repeat there within 0.0001”. The quality department can run its program without spending time locating the part. If a change is required, we move the vise and part back to the machine and quickly make adjustments.
Meeting the Evolving Needs of the Aerospace Industry
As an AS9100 machine shop, Focused on Machining is committed to meeting the evolving needs of the aerospace industry. Multi-axis machining with zero-point fixturing allows us to take on complex jobs with the same precision and efficiency as 5-axis machining.
We love a good challenge, so don’t be afraid to approach us with your toughest aerospace machining requirements. Request a quote today!

How Long-Term Manufacturing Contracts Benefit Customers
If you find yourself placing repeat orders for the same parts multiple times in a year, consider establishing a long-term contract with your manufacturing partner. Not all shops provide contract manufacturing services, but those that do are almost always open to discussing this option with customers. That’s because long-term contracts benefit buyers and precision machine shops alike.
If you find yourself placing repeat orders for the same parts multiple times in a year, consider establishing a long-term contract with your manufacturing partner. Not all shops provide contract manufacturing services, but those that do are almost always open to discussing this option with customers. That’s because long-term contracts benefit buyers and precision machine shops alike.
Buyers benefit from better pricing, greater flexibility, and unbeatable consistency, while shops benefit from operational efficiency and the ability to predict their cash flow months in advance.
3 Benefits of a Long-Term Manufacturing Contract
Let’s say you need 100 parts for the year, but you want to spread that out into four deliveries of 25 parts, each spaced three months apart. Simply communicate this request to your precision machine shop and reap the benefits of a long-term contract.
1. Better pricing
The higher the quantity of parts you order, the lower the price per part. The shop has better purchasing power with material and plating vendors and can pass the cost savings on to you. More importantly, programming and setup—which can be time-consuming and costly—need only to occur once, and the cost is spread across many parts.
Think about it: if you have a complex part that requires three hours of programming and four hours of setup, totaling $700, and you only order one part, you're looking at an astronomically high price per part. Spread that cost across 10 parts, and your price per part decreases to $70. Now, spread that cost across 100 parts; your price per part is only $7.
Even in cases where the savings associated with programming and setup are minor—like if you're adjusting an order from 50 to 100 parts—many precision machine shops will be willing to reduce costs even further to account for the financial certainty they gain.
2. Greater flexibility
When you enter a long-term contract, the precision machine shop machines the entire order at once, ships you the parts you need immediately, and stores the rest of the inventory on their shelves. That means if you suddenly need your second delivery of 25 parts a month sooner than initially planned, the shop can easily accommodate your request. You get the flexibility you need without having to worry about placing costly rush orders.
3. Unbeatable consistency
There are many variables in the manufacturing process—from machining to plating—and the more those variables are reduced, the better the consistency is from part to part, from order to order. Even two different batches of parts that both meet print specifications will inevitably exhibit some variability, which can cause problems for buyers, especially when those parts go into complex assemblies.
When a precision machine shop has the opportunity to make 100 parts in one batch instead of 25 parts in four batches, buyers enjoy unbeatable consistency.
Is a Long-Term Contract the Right Fit for You?
It’s important to note that not all parts are suitable candidates for contract manufacturing services. If you can check these boxes, you could benefit from a long-term contract:
1. You authorize the shop to machine all the parts at once.
Machining all the parts at once is what allows shops to offer reduced pricing. The shop then holds the inventory on their shelves and ships the parts to you on a predetermined schedule.
2. You don’t anticipate revision changes.
Because shops must machine all the parts at once, long-term contracts are ideal for established parts and aren’t a good fit for parts in early engineering that may undergo revision changes.
3. You need a high quantity of parts.
The beauty of a long-term contract is that it’s mutually beneficial for both parties: buyers and shops. When the quantity of parts is too low, a shop doesn’t benefit much from the agreement. We can’t speak for all shops, but at Focused on Machining, we typically look for orders totaling a minimum of 100 parts over a year.
Start a Conversation about Contract Manufacturing Services
If you’re interested in discussing contract manufacturing services, let us know when you request a quote. It could be as simple as telling us, “I’d like to order 100 parts, but I’ll need them over six months.” We’re always willing to discuss the options with you and come to an agreement that makes everyone happy.

Don’t Let Cost Get in the Way of Selecting the Right Plating Vendor
One of the most important truths in manufacturing is that you get what you pay for—from production machining services to secondary processes like plating. Just as machine shops' costs and lead times vary depending on capabilities, certifications, and quality, so is the case for plating vendors.
One of the most important truths in manufacturing is that you get what you pay for—from production machining services to secondary processes like plating. Just as machine shops' costs and lead times vary depending on capabilities, certifications, and quality, so is the case for plating vendors.
A local anodizing house that doesn’t offer much in the way of certifications and quality control might charge $100 per batch and get parts done the same day. Fast and cheap is fine for a simple part with standard tolerances. But if you’re dealing with a tight-tolerance part for a mission-critical aerospace or defense application, you can’t afford to skimp on quality—and that means being open to higher costs and longer lead times.
The True Value of High-End Plating Facilities
We understand that customers appreciate having insight into what they’re paying for, so let’s take a look at how high-end plating facilities justify their higher costs and longer lead times.
High demand
There is often a large discrepancy between lead times at a local plating shop (1-2 days) and at a high-end, nationally recognized plating facility (2.5-3 weeks). That’s because the latter companies are in high demand, fulfilling orders from large government contractors that have them on their approved supplier lists. Generally, companies that are in high demand have excellent, well-earned reputations.
Critical certifications
Just like the best precision machine shops are ISO 9001:2015 and AS9100-certified, the best plating houses maintain NADCAP certification, a critical requirement for many aerospace and defense customers. Pursuing and upholding NADCAP certification can be costly, so it’s expected that NADCAP-certified plating houses charge higher prices. For example, a standard shop may charge a $100 lot fee, and a NADCAP-certified shop may charge up to $200.
Superior processes
While some plating processes are relatively straightforward, others, like anodizing, are highly complex and difficult to perform well.
Anodizers must monitor and control many factors, including the mix and ratio of chemicals and the temperature of the tank, to ensure high-quality results. Furthermore, because anodize adds buildup to material, anodizers must consider this additional factor when working with tight-tolerance parts where every ten-thousandth inch matters.
It takes a team of experienced chemists to develop the right processes to account for these factors. When a plating house isn’t up to the task, project timelines can easily become derailed—as we’ve learned the hard way.
You Get What You Pay For: A Real Example
Recently, 80 of 150 parts returned to us from an anodizing house exhibiting unsightly spots. We knew our best bet was to have the vendor strip the anodize and re-dip the parts, but previous experience had shown us that when plating houses don’t have their etching or stripping process dialed in perfectly, they remove too much material, and the parts end up out of tolerance.
We had the vendor strip the parts and send them back to us. Sure enough, they had removed too much material. Upon investigation, the vendor found that they had not only over-stripped the parts but also over-etched them early on. We had to make new calculations to ensure that the parts would be in tolerance, knowing the whole time that we might end up having to remake 80 parts from scratch if the plating house couldn’t get it right.
Losing weeks to the plating house’s missteps was a good reminder that you get what you pay for in manufacturing. Had we been able to send those parts out of state to a higher-end plating house for an extra $2 per piece, the order would have been delivered on time in perfect condition.
Don’t Get Caught Up on Dollars and Cents
We understand that time and money are critical considerations for customers seeking production machining services. But if we can offer one bit of advice from our experience, it’s not to get caught up on dollars and cents when negotiating costs. Doing so puts significant strain on shops to slash prices at the expense of quality. More often than not, both parties wind up losing out.
The truth is there’s a proper plating facility for every part, depending on its requirements. Allowing cost to get in the way of finding the right fit is a recipe for unmet expectations and unsatisfied customers.
If you’re on a tight budget, talk to us about what you need. In some cases, we may recommend an alternative plating process, like chem film in place of anodizing, that can get you the desired results without sacrificing quality. No matter what, we’re committed to finding a solution.
Request a quote for production machining services!

Why Our Precision Machine Shop Loves Source Inspections
Many shops view source inspections as a necessary evil. Source inspections can indeed be cumbersome for shops whose processes are still mostly manual—there’s no denying that. Fortunately, at Focused on Machining, our robust ERP system allows us to facilitate source inspections easily. In fact, we’ve even come to really appreciate source inspections and the customers who require them.
Many shops view source inspections as a necessary evil. Source inspections can indeed be cumbersome for shops whose processes are still mostly manual—there’s no denying that.
Fortunately, at Focused on Machining, our robust ERP system allows us to facilitate source inspections easily. In fact, we’ve even come to really appreciate source inspections and the customers who require them.
The Role of Source Inspections in Defense and Aerospace Machining
Source inspections are a common requirement among large aerospace and defense companies like Lockheed Martin and United Launch Alliance that deal with mission-critical parts. When a shop completes a precision machining order, the company will send a quality representative to its facility to confirm that the parts meet all specifications before they are shipped.
The source inspector will review the parts’ documentation (e.g., material certifications, plating certifications, print, inspection results) and conduct their own quality control inspections or ask the shop to demonstrate how their quality control team inspected the parts.
The goal is to identify issues proactively and prevent the lengthy back-and-forth that can occur when those issues are identified after the parts reach the customer. At Focused on Machining, we view this benefit as a win-win for shops and customers alike. While source inspections slow the process down initially, we appreciate knowing that once a source inspector has signed off on a job, those parts won’t return to us for additional work.
How Our ERP System Enables Easy Source Inspections
Documentation is an essential part of a source inspection—and that’s where many shops struggle.
For example, one of our customers requires that we upload our documentation to one website and use a different website to schedule a call. This company’s source inspector prefers to review the documentation virtually before coming for an on-site visit. We can then correct any issues so that by the time the source inspector arrives at our facility, chances are high that they’ll approve the parts that day.
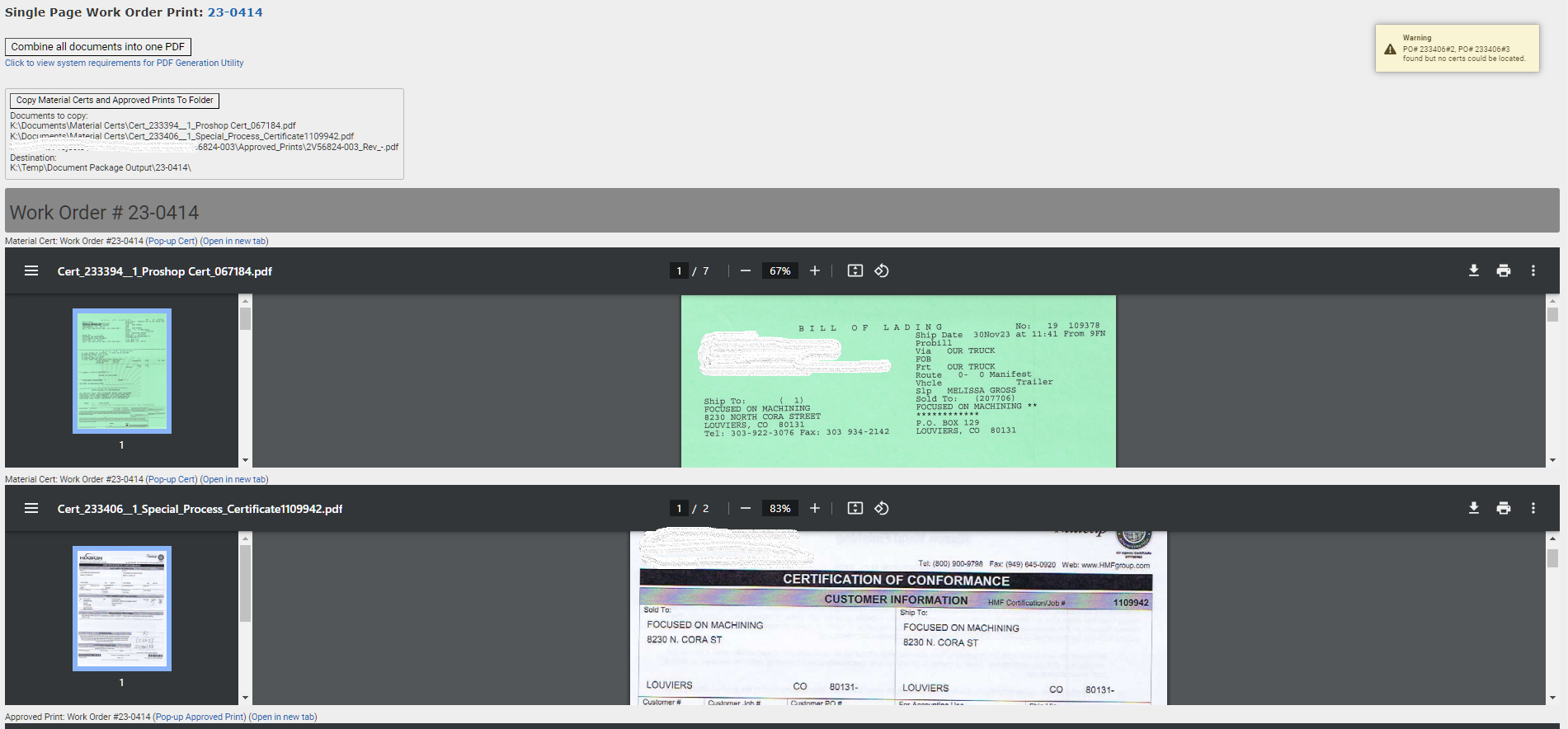
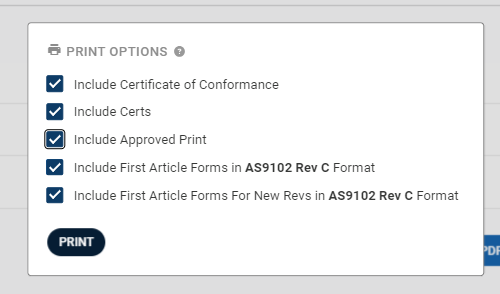
Understandably, shops with manual documentation processes can find it challenging and time-consuming to locate material certifications, plating certifications, prints, inspection results, and more and combine all that information in one neat package. But with our ERP system, this process is as easy as clicking a button. The system pulls the necessary information from different documents we’ve already uploaded and packages it together for us to save in a clearly labeled folder.
Source inspectors who have worked with our shop for defense and aerospace machining orders appreciate that they receive one file with all information organized in a sensible manner.

Want a Source Inspection? Let Us Know During Quoting
If you need a source inspection for your next defense or aerospace machining order, Focused on Machining is more than happy to accommodate you. We simply ask that you let us know during quoting so we can build a source inspection into our timeline and quote your lead time accurately.
Even if you don’t require an official source inspection, you’ll receive the same documentation package we deliver to companies that do. That’s because our commitment to providing stellar service extends to every customer we work with.
Request a quote for defense or aerospace machining services!