

BLOG

Why Focused on Machining Won’t No-Quote Your Port Parts
When customers need parts with ports in them, such as fuel manifolds or hydraulic fixturing, it’s not uncommon for them to request quotes from 50 shops and receive only 5-10 quotes in return. Ports are challenging to machine, which deters many precision machine shops from taking them on. But not us. At Focused on Machining, we specialize in challenging manufacturing projects and are always up for machining port parts.
When customers need parts with ports in them, such as fuel manifolds or hydraulic fixturing, it’s not uncommon for them to request quotes from 50 shops and receive only 5-10 quotes in return.
Ports are challenging to machine, which deters many precision machine shops from taking them on. But not us.
At Focused on Machining, we specialize in challenging manufacturing projects and are always up for machining port parts.
Understanding the Function of a Port

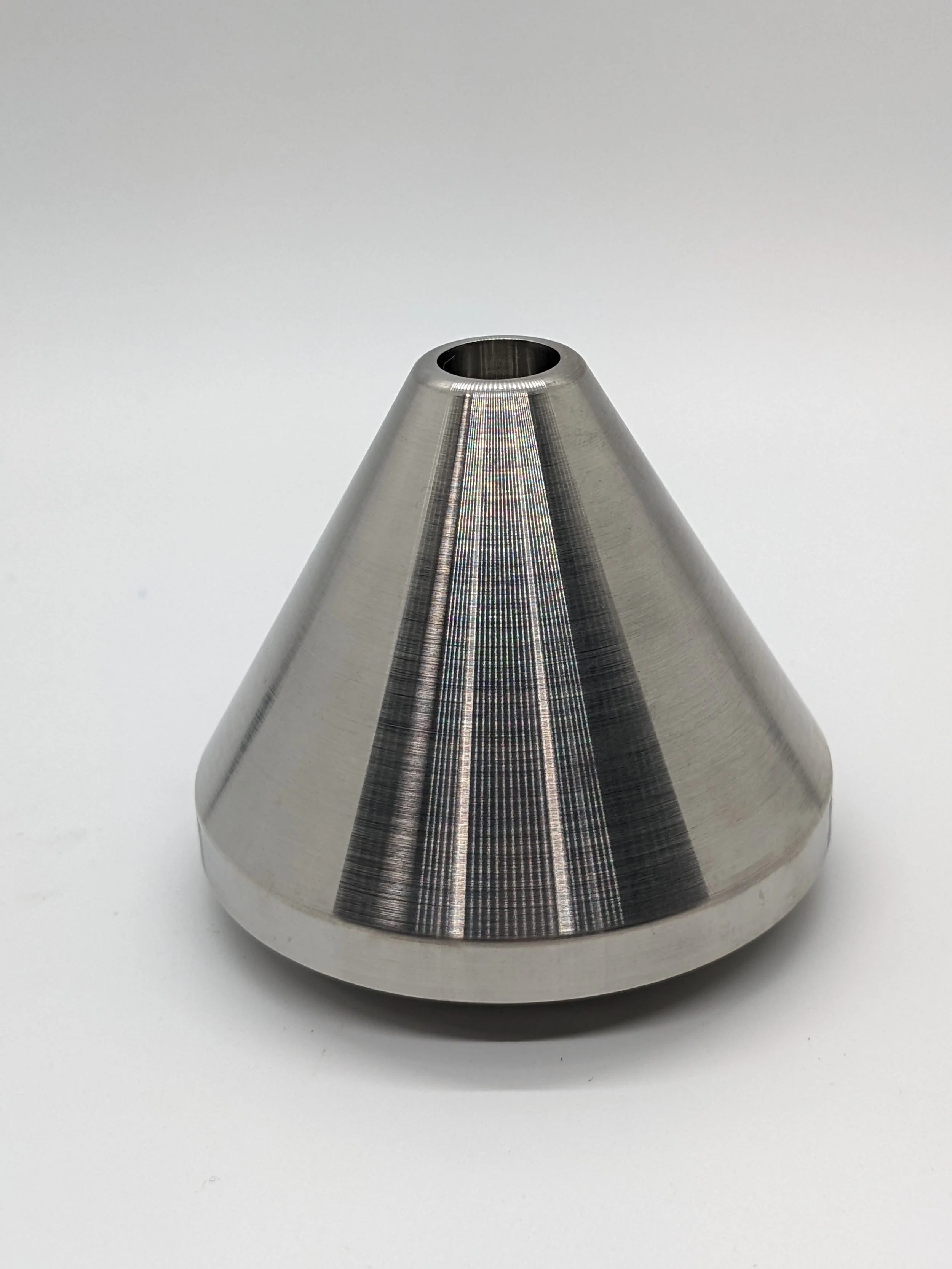
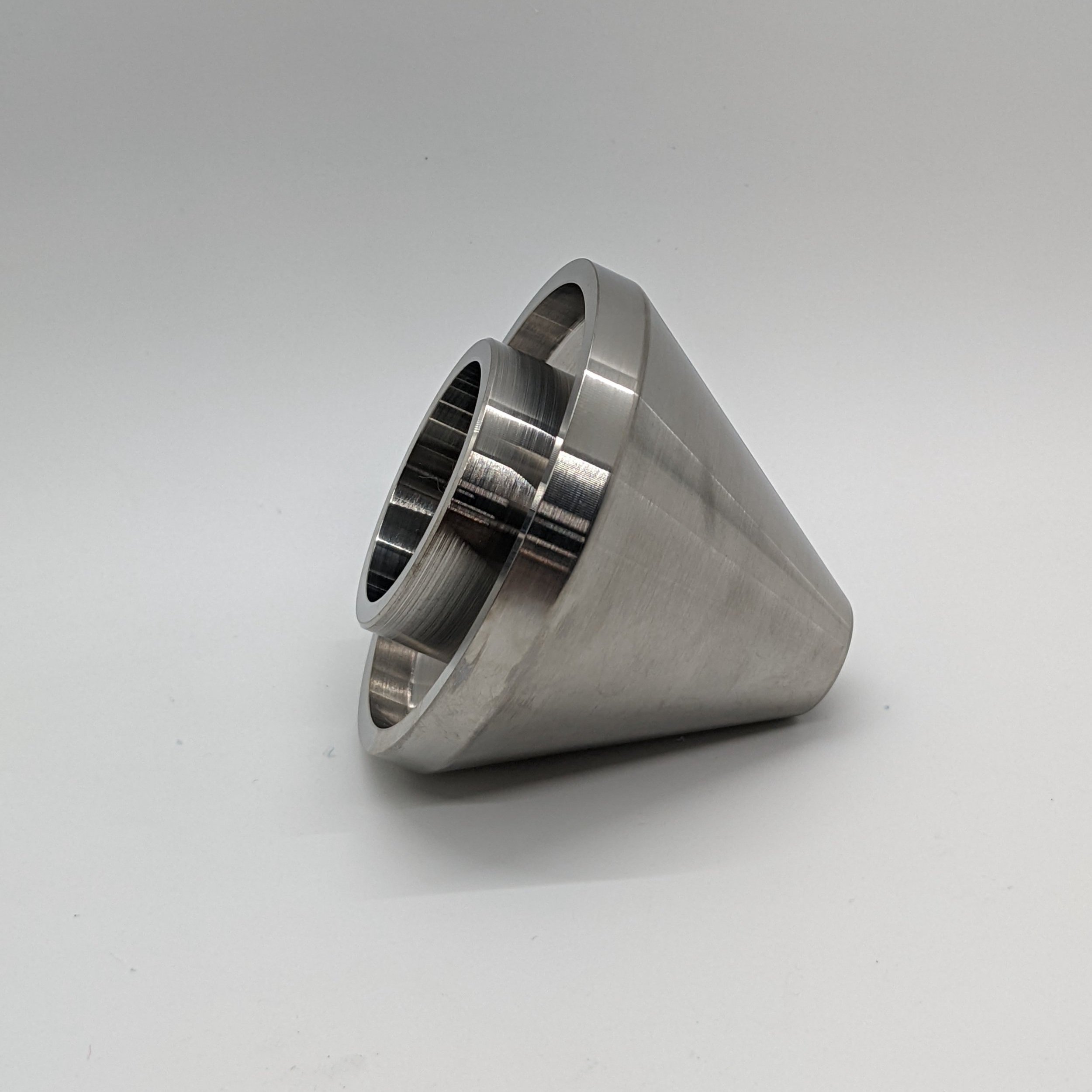
A port is a mechanical sealing surface commonly found in aerospace parts, like fuel manifolds and hydraulic fixturing. Depending on the application, fuel or hydraulic lines with fittings screw into the port, allowing fluid to pump in and out. Ports are popular in manifolds where fluid enters into one area and is diverted in many directions.
Unlike rubber gaskets—which are vulnerable to failure in high-pressure applications—ports ensure a tight metal-to-metal seal that holds up to even the most extreme pressure. For a port to function effectively, the mating surface must be completely flat, with no imperfections.
Challenges of Machining Ports
There are several reasons why precision machine shops no-quote port parts. Here’s what makes ports so challenging to machine:
1. Custom tooling
Some shops will attempt to create a port’s geometry using a few different tools and precision machining operations. However, the optimal approach is to use a custom tool that produces all the geometry in one shot.
While this custom tooling is readily available, there’s a learning curve to using it successfully. At Focused on Machining, we’ve put in the work to master it.
2. One shot to get it right
Using all-in-one tooling to create a port means there’s just one chance to get it right. It’s only possible to enter the hole once with the tooling, and if we’re not successful the first time, we have to scrap the part.
Fortunately, our team at Focused on Machining is skilled and experienced enough that we rarely scrap port parts. In fact, we’re so confident in our abilities that we machine the part first and then create the ports afterward—we know we won’t make any mistakes.
3. Exacting standards
When customers provide prints for port parts, their prints will dictate that the port needs to meet specific AS standards.
The precision machine shop then needs to order the required standard document to determine the specifications for dimensions, tight tolerances, and inspection equipment. The document will even call out the exact custom tooling needed for the port.
Specifications will also dictate that a witness mark must be present. A witness mark is a visual indicator that the port is deep enough and that all geometry has been generated to the appropriate depths.
Many shops are deterred by these exacting standards, but at Focused on Machining, we’re an AS9100 machine shop already accustomed to meeting stringent aerospace requirements.
4. Big investment
Due to each of these factors, machining a new port part can be a considerable investment for a precision machine shop—in terms of both the cost and the expertise required to machine port parts successfully.
We have several customers who technically have the capabilities to make port parts in-house but choose to send them to us instead.
We Don’t Just Specialize in Port Parts—We Enjoy Making Them!
At Focused on Machining, we enjoy the challenge of machining complex parts and find it immensely satisfying to take on the work that other shops no-quote.
If we had the option to make a simple bracket or a challenging port part, we would choose the port part every time. Why? Because cracking the code on various precision machining challenges keeps our skills sharp and ensures that we’re continuously improving for our customers.
We have the precision machining expertise and the operational excellence to maintain our standard (fast!) lead times while guaranteeing top-notch port parts. Request a quote for your next fuel manifold or hydraulic fixturing, and let us be your go-to shop for these parts.

A Better Approach to Manufacturing Mechanical Subassemblies
When manufacturing customers need mechanical subassemblies, their standard process often involves outsourcing the components to a precision machine shop, sourcing and purchasing all the required hardware, and, eventually, having their own engineers put the assemblies together once the components and hardware have arrived.
When manufacturing customers need mechanical subassemblies, their standard process often involves outsourcing the components to a precision machine shop, sourcing and purchasing all the required hardware, and, eventually, having their own engineers put the assemblies together once the components and hardware have arrived.
There’s a more efficient way to produce mechanical subassemblies: let your precision machining partner do all the work instead.
Mechanical Subassemblies at Focused on Machining

At Focused on Machining, many of our customers are surprised to hear that we offer mechanical subassembly services.
While we don’t currently manufacture full assemblies, we’re more than happy to fit together any of the components we’re already making for you right here in our Denver machine shop.
We frequently install hardware like dowel pins and Heli-Coils to assemble mating parts—and we check tolerances and inspect subassemblies thoroughly before shipping them to customers as completed units. Alternatively, we can kit stock hardware with custom components, so if you do stick with in-house assembly, you have everything you need ready to go.
Why Choose a Precision Machine Shop with Subassembly Capabilities?
Here are six benefits of outsourcing mechanical subassembly to Focused on Machining:
Consolidate costs. Instead of sending multiple purchase orders for a single assembly, you only need to cut one PO, which consolidates costs and streamlines internal billing operations.
Save time. Your areas of specialty are engineering, product development, and sales; ours is precision machining. Having us manage your mechanical assemblies will save you considerable time that your staff can spend on higher-value activities.
Ensure mating parts fit. You know the headache of receiving two mating parts—both built to print—that don’t fit together. When a precision machine shop assembles your components, they can ensure that mating parts fit perfectly and troubleshoot any potential issues quickly.
Streamline shipping. How frustrating is it to pay for two components and be stuck waiting for one of them to arrive? It often happens when customers source components from multiple vendors. Working with one shop ensures that you receive a completed subassembly, all parts included.
Optimize component designs. Engineers may inadvertently over-tolerance components, but a trusted precision machining partner can help avoid this costly mistake. We offer Design for Manufacturing (DFM) advice to help you optimize cost and lead time. In some cases, we can even consolidate your subassembly into fewer parts by leveraging advanced capabilities like 5-axis machining.
Reduces inventory. When we’re responsible for a mechanical subassembly, we can keep “just in time inventory” at our facility to help customers reduce their onsite inventory.
If we’re not already making mechanical subassemblies for you, what are you waiting for? Request a quote today, and we’ll respond within 24 hours.

6 Considerations for Choosing a Precision Machine Shop
Finding a precision machine shop that promises high-quality parts on time and for the right price is one thing. But whether or not that shop has what it takes to deliver on that promise is a whole different story. So, how can you pinpoint a superior precision machining partner in a sea of “good enough” shops? It starts with understanding what happens behind shop doors.
Finding a precision machine shop that promises high-quality parts on time and for the right price is one thing. But whether or not that shop has what it takes to deliver on that promise is a whole different story.
So, how can you pinpoint a superior precision machining partner in a sea of “good enough” shops? It starts with understanding what happens behind shop doors.
How to Choose the Right Precision Machining Partner
Before working with a precision machine shop, be sure to ask them about these critical aspects of their business:
1. Equipment and capabilities
You’ll need to determine if the shop’s equipment and capabilities are the right fit for your parts.
If you have a complex part and the shop primarily uses old machines, they probably can’t achieve the level of precision you need.
If you have a simple part and the shop only uses high-tech equipment, you’ll likely end up spending more than necessary.
Inspection equipment is also a crucial consideration. The shop may be able to machine a part, but can they inspect it to ensure that it meets all requirements? For extremely precise parts, they’ll need a coordinate measuring machine (CMM) on hand.
Precision machine shops use the rule of 10 when it comes to quality, which dictates that the equipment used to inspect a feature must be 10x more accurate than the feature it’s checking. That means if you have a feature that’s 0.002”, the inspection must be accurate to .0002”, and only a CMM will be able to get that job done right.
2. Capacity and lead time
Capacity and lead time are two important factors to consider in relation to one another. A precision machine shop might promise a 2-week lead time on their website, but lead times are measured from the date a project kicks off. If the shop’s capacity is low or nonexistent, they may not be able to get started on the project for another month—suddenly, a “2-week lead time” becomes more like 6 weeks.
Keep in mind that a shop with limited capacity at a given time could still be an excellent precision machining partner. Low capacity often indicates that a shop is in high demand because they’re great at what they do. If you’re confident that a particular shop is the best fit for your project, it’s worth having a conversation about what they can do for you. A high-end shop will help you solve your manufacturing problems and deliver significant value.
At Focused on Machining, we’re always honest and transparent with prospective customers about our current capacity. If we can’t turn your project around quickly enough ourselves, we’re happy to facilitate a solution that will get the job done on your timeline.
3. Types of parts they make
Ask a precision machine shop which industries they primarily work with to better understand the types of parts they typically make.
If they’re a top-line aerospace machine shop, for example, you can expect them to machine parts with tight tolerances, have an extensive network of finishers, and price projects on the higher end to reflect the exceptional level of service they provide.
If a shop is more of a jack of all trades, their prices may be more competitive, but as generalists, they’re probably not the best choice for parts with tolerances tighter than 0.005”.
4. Certifications
Most precision machine shops list certifications on their website, but you’ll want to see the actual certificates. Some shops claim to be AS9100 compliant, but that doesn’t mean they’re officially certified.
Even if they can prove that they’re certified, not all AS9100 machine shops are created equal. Ask the shop to see their ERP system and tell you how they purchase material. A superior precision machine shop will be able to put any prospective customer at ease by demonstrating that they have rock-solid processes in place.
Other certifications you may want to ask about include ISO 9001:2015, ITAR, and even calibration certificates for equipment.
5. Tech stack
Many precision machine shops have gone fully digital, which means customers don't have to worry about paperwork with sensitive information being strewn everywhere. But with that transition to paperless documentation comes security risks.
How robust is the shop’s cybersecurity? Do they work with an IT company? Are they CMMC certified? The right precision machining partner will have taken careful steps to ensure customer data is protected at all times.
If the shop runs 24/7, you’ll also want assurances that they have monitoring and oversight processes in place on the floor.
A trick for weeding out shops during the beginning stages of your assessment is to visit their website for cues on how sophisticated they are. Do they have a professional email address? Is their website easy to navigate? Do they have a secure quoting form? These are all green flags for taking the next step.
6. Long-term business plans
When looking for a long-term precision machining partner, it’s crucial to find a shop that can grow with you.
Conversations about succession plans and visions for the future can feel uncomfortable, but precision machine shop owners are accustomed to having them. More importantly, customers deserve to know if the shop they’re planning to work with will be around for the long haul.
If you need a precision machining partner, we hope you’ll consider Focused on Machining. We’re ready and willing to answer any questions you have about our equipment and capabilities, capacity and lead time, industry expertise, certifications, tech stack, and long-term business plans. Contact us today to speak with us directly, or go ahead and request a quote.
A Shop You Can Trust for Inconel Machining
Looking for a Denver machine shop that excels at Inconel machining? At Focused on Machining, we love working with challenging materials that many other job shops try to avoid. Titanium and Nitronic 60 are examples of materials that get us excited to come to work every morning, but one material that’s hard to top is Inconel.
Looking for a Denver machine shop that excels at Inconel machining?
At Focused on Machining, we love working with challenging materials that many other job shops try to avoid. Titanium and Nitronic 60 are examples of materials that get us excited to come to work every morning, but one material that’s hard to top is Inconel.
Known for its exceptional resistance to corrosion and high temperatures as well as its superior pressure tolerance, Inconel is an ideal material for aerospace machining. It doesn’t move or expand with the introduction of extreme heat, which is why you’ll often see it used for jet engine components.
But the same properties that make Inconel such a desirable material also make it extremely difficult to machine. Like titanium, Inconel is prone to work hardening, which increases the risks of tool wearing and potentially compromises part quality.
Today, we’ll review some of the most common grades of Inconel and explore why Focused on Machining is your go-to shop for Inconel machining.
Common Grades of Inconel
There are more than 20 metal alloys in the Inconel family, but here are several of the most common ones:
Inconel 600. This versatile engineering material has exceptional heat-resistant and corrosion-resistant properties. From a mechanical standpoint, it combines both high strength and excellent workability. It’s capable of withstanding temperatures ranging from cryogenic to above 2,000 degrees Fahrenheit. Inconel 600 is ideal for pharmaceutical applications (bubble towers, heaters, stills), nuclear reactors, and engine and airframe components.
Inconel 617. This grade of Inconel is known for its high-temperature strength, oxidation resistance, and corrosion resistance. Inconel 617 is common in gas turbine components like transition liners, combustion cans, and ducting due to its ability to maintain high strength and oxidation resistance at temperatures exceeding 1,800 degrees Fahrenheit.
Inconel 625. The unique combination of chemical elements in Inconel 625 yields high strength and superior corrosion-resistant properties in temperatures ranging from cryogenic to 1,800 degrees Fahrenheit. This grade of Inconel is a great choice for applications like reaction vessels, tubing, and heat exchangers that need to be strong and capable of withstanding corrosive environments.
Inconel 690. With its high level of chromium, Inconel 690 can successfully resist oxidizing chemicals and high-temperature oxidizing gases. The substantial nickel content ensures exceptional resistance to stress-corrosion cracking, enabling it to hold up well to chloride and sodium hydroxide. Inconel 690 is common in applications where nitric acid and nitric/hydrofluoric acid are present, such as tail-gas reheaters and heating coils. It’s also ideal for applications that process sulfuric acid.
Inconel 718. This age-hardenable alloy has high strength and corrosion-resistant properties and can withstand temperatures ranging from -423 degrees Fahrenheit to 1,300 degrees Fahrenheit. From a manufacturing standpoint, Inconel 718 is known for being relatively easy to work with and even stands up exceptionally well to welding. It’s the preferred Inconel grade for various applications, including components for gas turbine engines, fasteners, and instrumentation parts.
Inconel X-750. This precipitation-hardenable grade of Inconel possesses high strength, oxidation resistance, and corrosion resistance at temperatures ranging from cryogenic to 1,300 degrees Fahrenheit. It maintains exceptional strength up to 1,800 degrees Fahrenheit with heat treating. Inconel X-750 is common in applications such as gas turbines, rocket engine thrust chambers, airframes, extrusion dies, forming tools, springs, and fasteners.
Inconel Machining at Focused on Machining
When you need Inconel machining for your aerospace applications, you need an AS9100 machine shop like Focused on Machining that does what it takes to crack the code on challenging materials.
In recent years, 3D printing has become increasingly popular for Inconel parts with complex geometries, such as a design requiring internal cooling channels. While this is an ideal use case for 3D printing, precision machining remains the optimal choice for simpler components. For instance, when manufacturing parts such as plugs, bushings, or washers that require tight tolerances, machining is often more efficient than 3D printing.
In addition, machining can often be faster for many parts than 3D printing. While 3D printing can produce parts quickly, the required post-processing steps often significantly increase lead times. Machining, by contrast, often provides a more direct path to a finished part, resulting in overall faster delivery times.
Many of the Inconel alloys we work with have gone through an annealing process that alters the material properties to increase ductility and reduce hardness. In these cases, we can use our standard tooling and the special tooling we already have on hand for hard materials while carefully monitoring feeds and speeds during machining. However, if we’re cutting heat-treated Inconel, we need to use custom ceramic tooling that won’t break easily.
We typically passivate Inconel parts post-machining to remove iron and other impurities from the surface and produce a protective oxide coating that further resists corrosion.
We’re thrilled to be working on some exciting Inconel parts right now and can’t wait to take on more of these projects. Request a quote for Inconel machining today!
Frequently Asked Questions
Is Inconel difficult to machine?
Inconel is challenging to machine due to its work hardening, high cutting forces, heat generation, and susceptibility to workpiece deflection, leading to tool wear and dimensional inaccuracies.
Does Inconel 718 rust?
Inconel 718 resists corrosion in seawater but may corrode in extreme marine conditions like high salinity, elevated temperatures, and high chloride levels
Is Inconel stronger than titanium?
Both Inconel and titanium are very strong, but titanium is generally considered stronger, especially at high temperatures. Titanium is also much lighter than Inconel, making it a better choice for weight-sensitive applications, such as in the aerospace industry.
Why is Inconel so expensive?
Inconel is expensive due to its high nickel and chromium content, both costly metals. Its premium alloy properties, including excellent corrosion resistance and high-temperature tolerance, justify the price for demanding applications. Nickel supply fluctuations can also impact its cost.

6 DFM Tips for CNC Turned Parts
Want better, faster, and less expensive CNC turned parts from your precision machining partner? At Focused on Machining, we provide CNC turning services at whatever level your project demands. We consistently turn parts to precise tolerances using sophisticated equipment and our extensive breadth of tooling.
Updated for April 2025
Want better, faster, and less expensive CNC turned parts from your precision machining partner? At Focused on Machining, we provide CNC turning services at whatever level your project demands. We consistently turn parts to precise tolerances using sophisticated equipment and our extensive breadth of tooling.
Our talented lathe operators can machine almost any part that comes our way. Still, there are cost and time-saving considerations that we want our customers to know about.
Today, we’ll review 6 Design for Manufacturing (DFM) best practices to help you get the highest quality CNC turned parts quickly and cost-effectively.
6 Time and Cost-Efficient Considerations for CNC Turned Parts


1. Add allowances when designing for stock material specifications
Engineers will often design CNC turned parts as closely as possible to stock material specifications under the assumption that they’ll save on material costs and machine time. The problem with this approach is that the sizing for bar stock can vary up to 10%.
If, for instance, your part needs to measure close to ½”, then ½” bar stock may not be a viable option. Instead, we’ll need to size up to ⅝” or even ¾” bar stock to account for any dimensional variance.
Another important consideration is material straightness. Even with correctly sized stock material, bars can have slight bends or warping, and we may not have enough material to clean up the entire surface.
If costs are a major concern for you and you want us to order the minimal amount of bar stock, be sure to add adequate allowances when designing for stock material specifications.
2. Note “stock finish okay” on your print if applicable
Stock material can become damaged during transit, arriving with gouges, scratches, and other imperfections. At our Colorado machine shop, we always machine the external surfaces of the parts we make to improve the appearance of the surface finish—unless instructed otherwise.
If a stock finish is acceptable for your CNC turned part, let us know by indicating “stock finish okay” on your print. We’re happy to leave the outside of the part untouched if you only need internal features, and requesting a stock finish can save you up to 75% on the cost of your project.
3. Indicate if a center mark is permissible or not
If your CNC turned part is longer than it is round and is longer than 4 inches, we may need to engage the tailstock inside the lathe to support the part on both ends instead of just one. This technique creates a more rigid structure, allowing us to turn more features, hold tighter tolerances, and produce higher volumes faster. However, it does leave a small center mark behind where the tailstock enters the part.
The center mark may or may not be a problem depending on the part, but this determination is ultimately up to the customer. If it’s not permissible, we’ll need to complete an additional operation to remove it, which will affect cost and lead time.
Be sure to let us know up front whether a center mark is permissible or not so we know how to proceed.
4. Factor in corner radii
It’s possible for us to machine sharp corners in CNC turned parts, but doing so requires special (i.e., expensive) tooling. Even then, the tooling is prone to chipping and breaking.
A cost-effective alternative is to include a radius wherever two faces intersect to eliminate 90-degree turns. That way, we can use our standard tooling. A simple rule of thumb is to design radii measuring a minimum of .008”, but keep in mind that the larger the radius, the faster we can machine the feature. And we often remind customers: a larger radius in a perpendicular corner actually leads to a stronger part.
5. Avoid over-tolerancing the surface finish
If you were to take a milled part and a turned part directly off of each machine, the turned part would have an exceptionally smooth surface finish, while the milled part would show tooling lines from the end mill. But if you then measured the surface finish of both parts, the turned part would, counterintuitively, have a higher Ra value.
The takeaway is to be mindful of over-tolerancing CNC turned parts because the surface finish often looks much better than the measurement conveys. Extremely tight tolerance specifications may require custom grinding operations, and they can significantly increase cost and lead time in our production machining services. Not only that, high volumes require significantly more labor, as team members must check a large number of parts to ensure they match specifications.
6. Maintain a length-to-diameter ratio of 4X in parts
The further the workpiece is from the workholding, the less rigid and stable it becomes. If, for instance, your part has a length-to-diameter ratio of 10:1, chatter resulting from the tool vibration can compromise tight tolerance machining and surface finish specifications. A part with a 2X length-to-diameter ratio, on the other hand, is exceptionally rigid, allowing for efficient and precise machining.
If your part exceeds the recommended ratio, we can still machine it—our CNC machine shop has the problem-solving ability to deliver on our promises—but we’ll have to use a workaround, like engaging the tailstock to add a center-drilled hole.
Bonus Tip: Aim for a length-to-diameter ratio of 4X in holes
It’s possible to create holes with a greater length-to-diameter ratio than 4X, but the process becomes extremely slow. Essentially, we have to peck out the hole, withdrawing the tool repeatedly to remove the chips. Failing to withdraw the drill creates high heat and pressure that will ultimately break the drill, resulting in costly delays.
When you need a precision machining partner for your CNC turned parts, our precision machine shop is here to deliver. Contact us today, and let’s discuss optimizing your design for CNC turning services.

Innovative Applications for Custom Picatinny Rails
One frequent and rewarding project we handle is machining picatinny rails for major OEM firearms manufacturers. We enjoy the technical requirements and repeatability involved in machining these parts, and we are well-equipped to support high-volume production runs for commercial and military applications alike.
At Focused on Machining, we partner with customers in a wide range of industries to deliver high-quality machining, specializing in high-volume production machining services for a wide variety of parts. From aerospace to defense to general components, our precision machine shop meets the highest standards in every project we take on, backed by industry-leading service and support.
One frequent and rewarding project we handle is machining picatinny rails for major OEM firearms manufacturers. We enjoy the technical requirements and repeatability involved in machining these parts, and we are well-equipped to support high-volume production runs for commercial and military applications alike.
Image courtesy of bulletcentral.com

Image courtesy of pacifictoolandgauge.com
Picatinny Rails for Firearms
A picatinny rail is a mounting bracket—commonly made from black anodized aluminum—that attaches to the receiver, fore-end stock, or handguard of a firearm. When this simple product hit the market, it opened up a whole new world of mounting possibilities for firearms users.
Originally designed to mount scopes, picatinny rails evolved to hold many other accessories, from laser sights and tactical lights to night vision devices and bayonets. This simple yet robust design can make accessory attachment faster and more secure.
Today, the use of picatinny rails often extends into interesting and innovative civilian applications. While we do not specialize in consumer-grade or low-volume work, our focus is on supporting high-precision, production-scale machining for commercial and industrial markets.
Picatinny Rails Manufacturing at Focused on Machining
At our Denver machine shop, we machine picatinny rails on our horizontal mills. Leveraging our lights out manufacturing capabilities, we run these parts quickly at high volumes of up to 15,000 pieces per year. Our contract manufacturing services can be ideal for volumes like this, and customers can see a variety of benefits:
Cost savings: By arranging for high volumes in a contract, costs will be reduced in several ways. For instance, setup expenses are distributed across more parts, and tooling can be planned for well in advance.
Consistent quality: Quality is critical for law enforcement parts, and by staying with the same manufacturer for high volumes across several years, you’ll ensure the same high-level quality with each delivery.
Simplified process: By reducing your administrative work and having the same manufacturing partner as a single point of contact, you can streamline your entire manufacturing experience.

Picatinny rail designed to mount a light to the handlebar of a bicycle. Image credit: Scout Cycling Products

Picatinny rail designed to mount mirrors on a Jeep Wrangler. Image credit: Offroad Elements

Picatinny rail designed to mount a GoPro onto a drone. Image credit: Gimbal-Guard

Picatinny rail designed to mount headborne accessories to a helmet. Image credit: Team Wendy
Partner With Our Expert Shop for Picatinny Rails
We’re honored to work with top OEM firearms manufacturers and are ready to machine picatinny rails for other commercial needs as well, such as military or law enforcement applications. And our expertise in machining picatinny rails is just one example of our broader commitment to precision manufacturing.
Whether we’re working with 6061 aluminum or challenging materials like Inconel or titanium, our team thrives on complex parts and tight tolerances. We maintain rigorous quality control standards across every job, from first article inspection to final delivery.
Whatever you need in your next project, we’re ready to take on the challenge! Request a quote and let’s get the conversation started. Our Colorado machine shop is ready to make your idea into a reality!