

BLOG

Precision Machining Materials in Short Supply? Here’s What to Do
Let’s go ahead and address the elephant in the machine shop: material sourcing in the post-COVID world is hard, and there’s no telling when things will return to “normal.” Want an example? We recently got an order on a Thursday, sent the PO to our material supplier on a Friday, and found out that the material they had quoted us just days ago was gone.
Let’s go ahead and address the elephant in the machine shop: material sourcing in the post-COVID world is hard, and there’s no telling when things will return to “normal.”
Want an example? We recently got an order on a Thursday, sent the PO to our material supplier on a Friday, and found out that the material they had quoted us just days ago was gone. The next available material was 50% more expensive and would take 22 weeks to come in—up from the initial seven business days we had anticipated.
You’ll hear these horror stories from precision machine shops everywhere. Materials are in short supply, and customers who don’t jump immediately risk facing absurdly long lead times.
This isn’t the first time materials have been difficult to source, and it won’t be the last time. So let’s take a look at some options for overcoming this challenge.
The Material You Need Is in Short Supply. . . Now What?
If the material you need is in short supply and you have some flexibility, here is what we recommend:
1. Choose a different material

While switching from one metal to another isn’t always a viable option, one swap to consider is plastic → aluminum. There’s a standard misconception that plastic is cheap, easy to source, and simple to machine. However, it’s often cheaper and easier to upgrade to aluminum.
Most of the resin for plastic comes from overseas, making plastic supply chains susceptible to volatility. If you need a 5” piece of plastic sheet and it’s unavailable, consider aluminum as an alternative. Aluminum is consistently easy to procure and is lightweight like plastic but even stronger.
2. Choose a different temper of the same material
When changing to an entirely new material isn’t feasible, another option is to use a different temper of your desired material. For example, we recently had a customer request a thin plate of 6061-T6. The thinnest available right now is 0.25”, which is thicker than they wanted.
We suggested that they use T651 instead, knowing that the properties are similar and that we could easily procure a plate of T651 in the appropriate gauge.
We often recommend different tempers of stainless steel, too. 17-4 stainless steel, for instance, has multiple heat treated variations (e.g., H1150, H1025, H900). Recently, a customer called out H1050, and it wasn’t available. We presented two choices: 1) we could buy standard 17-4 and send it to our heat treating vendor or 2) use a readily available H900 and save them time and money.
3. Choose a different grade of the same material
A material like aluminum comes in so many different grades that finding comparable alternatives to a specific grade is relatively easy. For instance, 6061 aluminum—the most popular grade in aerospace machining—can be a good substitute for the harder-to-find 7050. If you want to stick to the 7000s and 7050 is unavailable, we might recommend 7075.
If Flexibility Isn’t an Option, Act Fast!
When you absolutely need a specific material and don’t have any room for flexibility, as is often the case in aerospace machining, be prepared to act fast! With materials in such short supply, precision machine shops are left fighting for the last pieces of materials like A2 tool steel and stainless steel.
Here’s what we advise our customers to do: If you know you’re going to give us your order, let us know as quickly as possible. That way, we can have our supplier reserve the material for us so you don’t miss out on it.
Ready to get your next project started? Request a quote to work with us!

Are Your Finishing Requirements Unnecessarily Complex?
Are your finishing requirements adding unexpected time, cost, and hassle to your precision machining orders?
There are many ways to overengineer a part, and including unnecessarily complex finishing callouts is high on the list. Follow these finishing best practices when designing your next part.
Are your finishing requirements adding unexpected time, cost, and hassle to your precision machining orders?
There are many ways to overengineer a part, and including unnecessarily complex finishing callouts is high on the list. Follow these finishing best practices when designing your next part.
1. Reconsider Hard Anodize for Tight Tolerance Parts
Hard anodizing a tight tolerance part can be risky because the amount of growth added to the part—anywhere from 0.0005” to 0.003” depending on the specific alloy—may be larger than a feature’s allowable tolerance.
Complicating matters further is that most of the tight tolerance features on these parts are holes, which must be plated on both sides. If the hard anodize adds 0.003” buildup on both sides of the hole, that hole has a combined total of 0.006” of shrinkage.
Most precision machine shops don’t want to deal with the risk of receiving parts from the plater that are out of spec, so they’ll typically no-quote these projects.
At Focused on Machining, we won’t no-quote you. But the only way for us to mitigate risk and ensure that these types of parts are made to spec is to send them to a high-end shop halfway across the country that takes four weeks minimum to process parts.
Only a highly experienced plating vendor can control the amount of growth that hard anodize adds to a part. We’ll give the vendor a precise range of permissible buildup to ensure the parts are still in spec post-finishing, and they’ll do what it takes to meet our specifications.
Needless to say, this process can add substantial cost and time to a project, so if you don’t need hard anodize on tight tolerance parts, consider standard anodize instead.
2. Avoid Intricate Masking Requirements
Customers commonly request that specific part features be masked to avoid exposing them to the finishing treatment. The problem is that sometimes, their masking requirements are more complicated than they need to be.
For example, one customer who wanted 60+ parts anodized provided a highly unusual set of instructions: 1) anodize the parts 2) mask multiple features 3) hard anodize just one feature.
We contacted our trusted plating vendor to see what was possible. We could get into the specifics of the lengthy process they outlined, but let’s just say it involved sending the parts back and forth and performing additional machining operations—and even then, the vendor wasn’t 100% certain the approach would be successful. We explained the situation to our customer and ultimately convinced them that hard anodizing the entire part would save them significant time and money.
For a different project, a customer provided masking instructions for a side motor plate that would require masking such a large portion of the part and so many intricate features that most platers would simply turn down the job. (It’s important to remember that masking is a manual process and can be very time-consuming.)
The customer had a compelling reason for their requirements: anodize produces an electrically non-conductive coating, and they needed certain features to maintain conductivity. We discussed the project with our customer and recommended a (less expensive) chemfilm coating instead. Our vendor was able to dip the entire part into the tank (no masking required), achieving the desired benefit of corrosion resistance while maintaining electrical conductivity.
3. Specify Type, Class, and Color of Finish
When requesting a finish for your part, be as specific as possible. If, for instance, you call out passivation, know that there are three different types of passivation, multiple classes within each type, and several different industry standards.
If you don’t specify the precise type and class of passivation you want, you’re leaving the decision entirely up to the vendor, and your parts might not be passivated to your standards. The same goes for processes like anodizing and chemfilm.
Color is another essential consideration—and another area where it pays to be specific. You may think that requesting “green” anodize is sufficient, but one person’s concept of green can differ considerably from someone else’s. You’re best off providing a color code so that you get the color you want.
Keep in mind, too, that when platers attempt to color-match non-standard colors from one lot to the next, inconsistencies can occur. The anodizing process is highly complex, and many variables (e.g., time in the tank, temperature of the tank, cleanliness of the tank) can affect the part's color. If clear anodize is an option, you’ll avoid the headache of dealing with parts that aren’t exactly the right shade.
Why Trust Focused on Machining for Finishing Services?
At Focused on Machining, we’re committed to helping our customers problem-solve finishing challenges by providing strategic recommendations and working with best-in-class vendors.
One such vendor is Magnetic Inspection Laboratory (MIL), a Chicago-based company that provides metal finishing, coatings, and non-destructive testing services. Their experienced staff comprises scientists with an expert understanding of complicated chemical finishing processes.
Before hard anodizing a tight tolerance part, for example, MIL will run tests on a similar size material to dial in their process. They’re one of the only vendors we’ve found who can consistently achieve our specified tolerances for complex orders.
While many precision machine shops will machine extra parts to send to their finishing vendors to ensure that enough parts come back usable, adding to their customers’ overall costs, we are confident that our trusted vendor can get the job done right the first time.
Request a quote to work with Focused on Machining and benefit from our well-vetted network of finishing vendors.

The Risk of Outsourcing Precision Machined Parts to an Unknown Shop
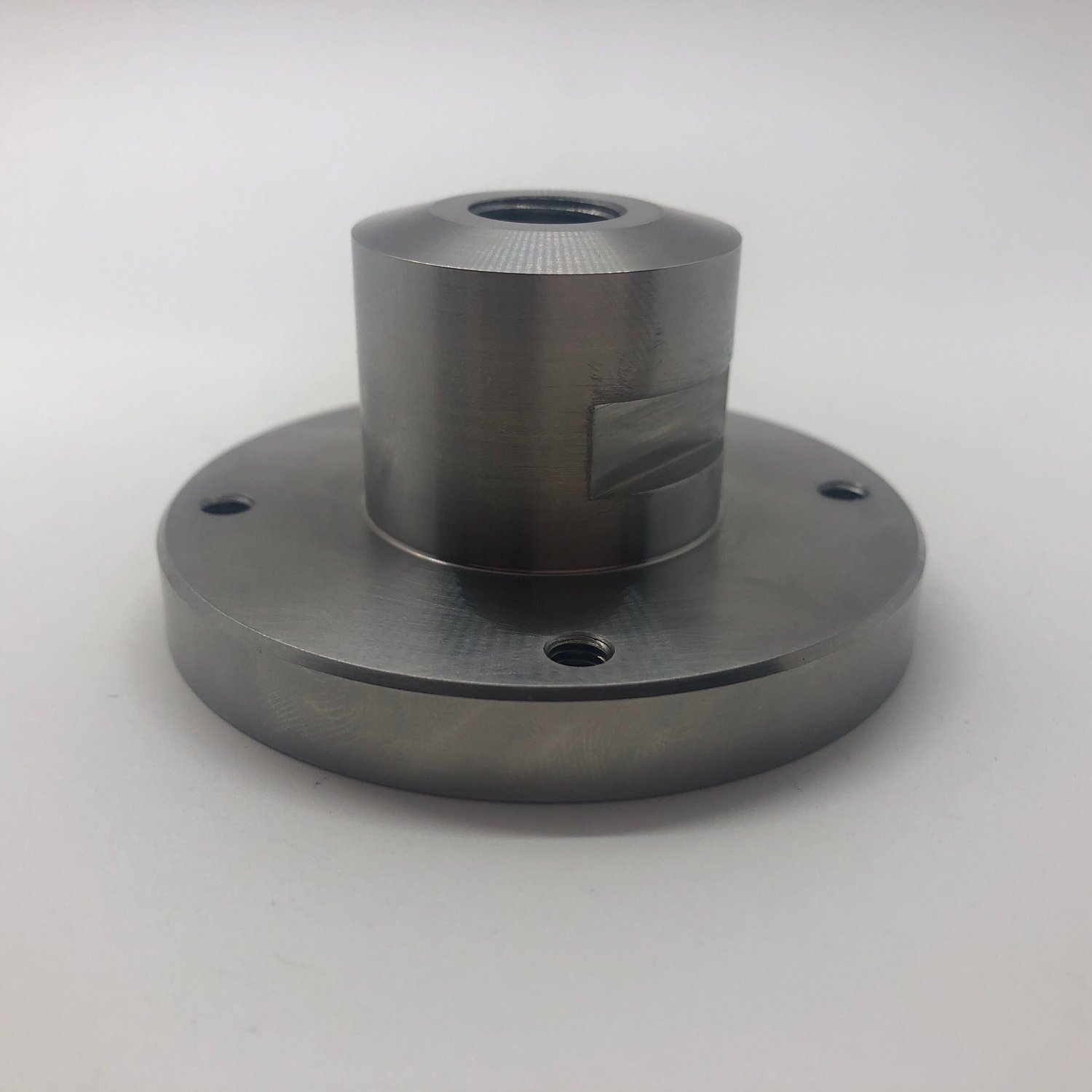
In an attempt to save money, one of our OEM customers recently ordered 5 complex gear housings from an on-demand parts marketplace. They planned to have the parts shipped to Focused on Machining for assembly. There was just one problem: the housings we received from the budget marketplace arrived with serious quality and accuracy issues. The threaded holes hadn’t been deburred, and the press-fit holes were too small for the hardware.
In an attempt to save money, one of our OEM customers recently ordered 5 complex gear housings from an on-demand parts marketplace. They planned to have the parts shipped to Focused on Machining for assembly.
There was just one problem: the housings we received from the budget marketplace arrived with serious quality and accuracy issues. The threaded holes hadn’t been deburred, and the press-fit holes were too small for the hardware.
Upon assessing the parts, it became clear that the cost of fixing these low-quality housings was greater than the cost of starting over from scratch and machining them ourselves.
We were happy to work with this customer to solve a problem that another shop had created. And thankfully, they came away from the experience with a clearer understanding of something that most precision machine shops know to be true: it’s risky to outsource parts to an unknown shop.
The Problem with On-Demand Parts Marketplaces
We’ve all heard the adage that if something seems too good to be true, it probably is. In the precision machining world, “too good to be true” can look like an on-demand parts marketplace offering customers the chance to source inexpensive parts online with the click of a button.
These budget marketplaces connect customers with a network of manufacturing suppliers worldwide with excess production capacity. And while it may seem incredibly convenient to submit a quote for a part and let someone else take it from there—getting you the parts you need at a low price—the fact is that each transaction is a gamble.
Because the downside of being hands-off is that you have no idea who is making your parts. The unknown shop might knock your project out of the park—or they might not. And if they don’t, you’ll be stuck picking up the pieces (sometimes literally).
Thinking beyond the Lowest Price
Here’s the truth: sometimes, using an on-demand parts marketplace really is the best option. If you need a simple part, like a bracket, you can be confident that just about any precision machine shop in a marketplace’s network will get the job done right. You’ll save money while enjoying a relatively seamless experience.
But when it comes to sourcing complex parts, price should not be the primary factor influencing your decisions. Our customer learned this lesson the hard way. Their gear housings posed precision machining challenges that the unknown shop who built their parts couldn’t overcome: tight tolerances, expensive material, gold plating, and tapped holes for 50+ pieces of hardware.
The fact that these parts would eventually be assembled added another layer of complexity because they needed to fit together perfectly. (Tip: It’s always best to have the same shop machine and assemble your parts so that they can proactively address any issues before assembly begins and so that they assume responsibility for the entirety of the project.)
Our customer knew from the start that they needed a reliable precision machine shop like Focused on Machining with the careful assembly work for their parts. In trying to cut costs on the initial precision machining work, they wound up shelling out more money in the long run.
The moral of the story? It pays to work with a shop you know and trust.

How to Manage Outside Processes for Precision Machining
We pride ourselves on being the precision machine shop customers can turn to for their most complex parts, consistently achieving tight tolerance requirements and mastering challenging features and materials that other shops don’t want anything to do with.
We pride ourselves on being the precision machine shop customers can turn to for their most complex parts, consistently achieving tight tolerance requirements and mastering challenging features and materials that other shops don’t want anything to do with.
Our appetite for complexity even extends to parts that are considered difficult from a supply chain perspective: parts with complex features that also require complex outside processes like metal finishing.
We have a proven approach to project managing these processes, and it works wonders for everyone involved—from the metal finishers plating the machined parts we send their way to our customers who receive the final parts made to their most precise specifications.
Why Shops No-Quote Parts with Complex Outside Processes
If you’ve had difficulty finding precision machine shops that will quote complex parts requiring complex outside processes, it’s because the stakes are high on these jobs. Most shops aren’t willing to assume that much risk.
Machining a part with intricate features and tight tolerances is challenging enough. Getting that part plated accurately without compromising those intricate features and tight tolerances is—at best—a massive headache and—at worst—a costly nightmare. Shops have very little control over what goes on at a plating house, and the consequences can be dire.
Consider this: if a plating house scraps a part in the anodizing tank, they’ll credit the machine shop that sent them the part a mere $80 lot charge for what could be a $20,000 part. That’s a major loss that most shops aren’t willing to gamble on. Even if the plating house doesn’t scrap the part, there’s no guarantee they’ll mask all the right holes or adequately accommodate for critical features and surfaces.
None of this is necessarily the plater’s fault. They’re excellent at what they do. They just don’t have the same in-depth understanding of tolerances, features, and surfaces as machinists. So we developed a set of best practices to set them (and us. . . and our customers) up for success.
How We Project Manage Your Precision Machined Parts
At Focused on Machining, we’re willing to take on the risk of sending complex parts out for complex outside processes because we’ve put in the work to feel confident that we’ll get the parts right.
In fact, our commitment to machining port parts that other precision machine shops regularly no-quote is what inspired us to develop a better approach to facilitating outside processes. Port surfaces are critical, and it’s important to have them masked well during plating so that they’re not exposed to the treatment.
Here are the best practices we employ to manage complex outside processes.
Tiered supply chain
We’ve built a robust network of trusted plating vendors—locally and nationally—and are continuously looking to add excellent new vendors to our list.
But that’s not all. We’ve divided our plating vendors into three tiers, grouping them according to whether we send them our simplest or most complex parts.
The tier three vendors are fast, inexpensive and fully capable of plating a straightforward part in a matter of hours. The tier one vendors are by no means the cheapest or fastest, but we’ve learned from experience that they’re the only ones we can trust with tight tolerances and intricate features. The tier two vendors sit somewhere in the middle.
For each project, we’re committed to matching the part to the right plating vendor.
Customer communication
Engineers are under such pressure to design properly functioning parts that they can fall into the trap of overengineering.
They might design their tolerances unnecessarily tight, make their features overly complex, or even ask for a hard anodized finish when regular anodizing is sufficient. They may also provide questionable masking instructions on their print.
We analyze our customers’ prints before doing any work on their parts and communicate with them proactively to discuss potential issues so that we can deliver a high-quality part at the best price. These conversations are especially critical for parts requiring complex outside processes.
Simple plating instructions
This best practice is perhaps the most effective one of all: we make the plating instructions as simple as possible for the vendor.
Typically, engineers call out plating instructions in the notes section of a print. The problem is that their instructions usually include minimal information and terms the plater may not fully understand. For example, the instructions might say, “Mask all ports.” But if the plater can’t distinguish between a port and a different feature, that’s not very helpful.
At Focused on Machining, we take what is often a complex multi-page print and create our own separate print just for plating. We simplify the information significantly, even color-coding our print for easy interpretation.
Platers appreciate that we set them up for success, and our customers love that they get the complex machined parts they want. It’s a win-win.
The next time you need a complex part requiring complex outside processes, you can trust Focused on Machining to deliver. Request a quote today.
Are Tight Tolerances Driving up the Cost of Your Part?
There’s a saying we have in the precision machining world when discussing tolerances: Every decimal place adds a zero to the price. Manufacturers know that nine times out of 10, tolerancing is what drives up the cost of a part. And yet, time and again, customers submit over-toleranced part designs that are exceptionally difficult to bring to life on the shop floor.
There’s a saying we have in the precision machining world when discussing tolerances:
Every decimal place adds a zero to the price.
Manufacturers know that nine times out of 10, tolerancing is what drives up the cost of a part. And yet, time and again, customers submit over-toleranced part designs that are exceptionally difficult to bring to life on the shop floor.
It’s not their fault. There’s a clear gap between what’s designable and what’s manufacturable. And it’s our job as your precision machining partner to help close that gap so that you get the parts you need quickly and cost-effectively.
The Human Hair Analogy
Have you ever stopped to consider the actual differences between a standard tolerance like +/- 0.005” and a precision tolerance like +/- 0.002” or +/- 0.0005”?
It’s helpful to think about tolerances in terms of human hair. A piece of hair is about 0.003” thick. When you specify a +/- 0.002” tolerance, what you’re asking for is less permitted variance than the width of a human hair. A +/- 0.0003” tolerance is like taking a piece of hair, slicing it into 10 pieces, and having one of those pieces represent the permitted variance.
Don’t get us wrong—some applications require such precision tolerances. As an aerospace machine shop, we’re accustomed to machining tight tolerance parts and possess the skills, experience, and equipment to meet your specifications. We genuinely love challenging parts!
But tight tolerance parts are expensive for customers, adding layers of complexity to the precision machining process. So we always encourage you to consider if a feature really needs that precision tolerance before submitting your design.
Why Tight Tolerance Parts Are So Expensive
Most precision machine shops can achieve a standard +/- 0.005” tolerance easily. Take that tolerance and cut it in half to +/- 0.0025,” and it’s more than twice as hard to machine—it’s exponentially harder.
A top-quality aerospace machine shop like ours can still get the job done without any trouble. Once we have a +/- 0.0025” or +/- 0.002” tolerance programmed into our machine, we can repeat it (although it does take longer to dial in than a standard tolerance). However, when a part requires tolerances down to +/- 0.0005,” we can’t just hit those tolerances and repeat them easily.
Here’s what we’re dealing with:
Tooling wear considerations
We don’t have to worry about tooling wear when machining standard +/- 0.005” tolerances. We can use the same tool for thousands of parts and consistently meet all specifications.
Add a fourth decimal place to that tolerance, and suddenly tooling wear is a critical consideration. Any minor wear on the tool could prevent us from hitting a +/- 0.0005” tolerance, so we have to change the tool out every couple of parts—driving the dollar figure up.
Climate and temperature considerations
Materials change size at different temperature ranges—some more than others. Alloys like Inconel and Monel are minimally affected by temperature fluctuations. On the other end of the spectrum, certain plastics may expand or shrink when exposed to even a 5-degree temperature change. You wouldn’t notice a difference with the naked eye, but the variation could easily compromise precision tolerances.
We must account for potential temperature changes when inspecting tight tolerance parts that come out of a hot machine. If we’re machining a feature with a +/- 0.0005” tolerance and we need to inspect it, it must first sit in our quality control department for up to 1.5 hours just to normalize to temperature before we can get accurate readings.
For a feature with standard tolerances, we might iterate numerous times per day. When dealing with precision tolerances, we can only fit in 1-2 iterations per day due to the time required to perform an accurate inspection. A step that typically takes minutes potentially takes hours or even days—again, driving up the dollar figure.
Want an example of how these considerations play out?
Let’s say we make the first part with tolerances of +/- 0.0005” and go to cut a second part, but the tooling has worn down +/- 0.0005”. Now we need to cut that feature twice as far as we did initially. But to figure that out, we have to cut the part once, take it out, allow it to normalize to temperature, inspect it, realize it’s out of tolerance, put it back in, run another pass. . . you get the idea. That process takes hours!
Don’t Split Hairs over Unnecessarily Tight Tolerances
Keep in mind that precision machine shops quote based on the designs they receive. We’ve worked with many customers who unknowingly over-toleranced their parts, unaware of the challenges we would face behind the scenes pulling our hair out (tolerance pun intended) to meet their specifications.
More often than not, when we’ve contacted them to explain their options—accepting the part with slightly looser tolerances or another solution that would achieve the precision tolerances but drive up the cost and lead time—they’ve informed us that the part is perfectly acceptable with the looser tolerances. To us, that’s a clear indicator that their design could have used some adjustments from the beginning.
Let us reiterate: we love machining complex parts with tight tolerances! Many shops will no-quote anything below +/- 0.0005”—but not Focused on Machining. We’re an ISO 9001:2015 and AS9100 machine shop with the precision machining capabilities to achieve tight tolerances and the top-notch inspection equipment to verify that all specifications have been met.
Just know that tight tolerance parts do require more advanced planning, tooling selection, and quality control preparation, adding to costs and lead times. So take some time to assess your design and consider, “Are any of these tolerances unnecessarily tight?” If the answer is yes, you could save yourself serious time and money.
Request a quote to work with Focused on Machining on your next precision machining project.
What to Know About CNC Machining Monel
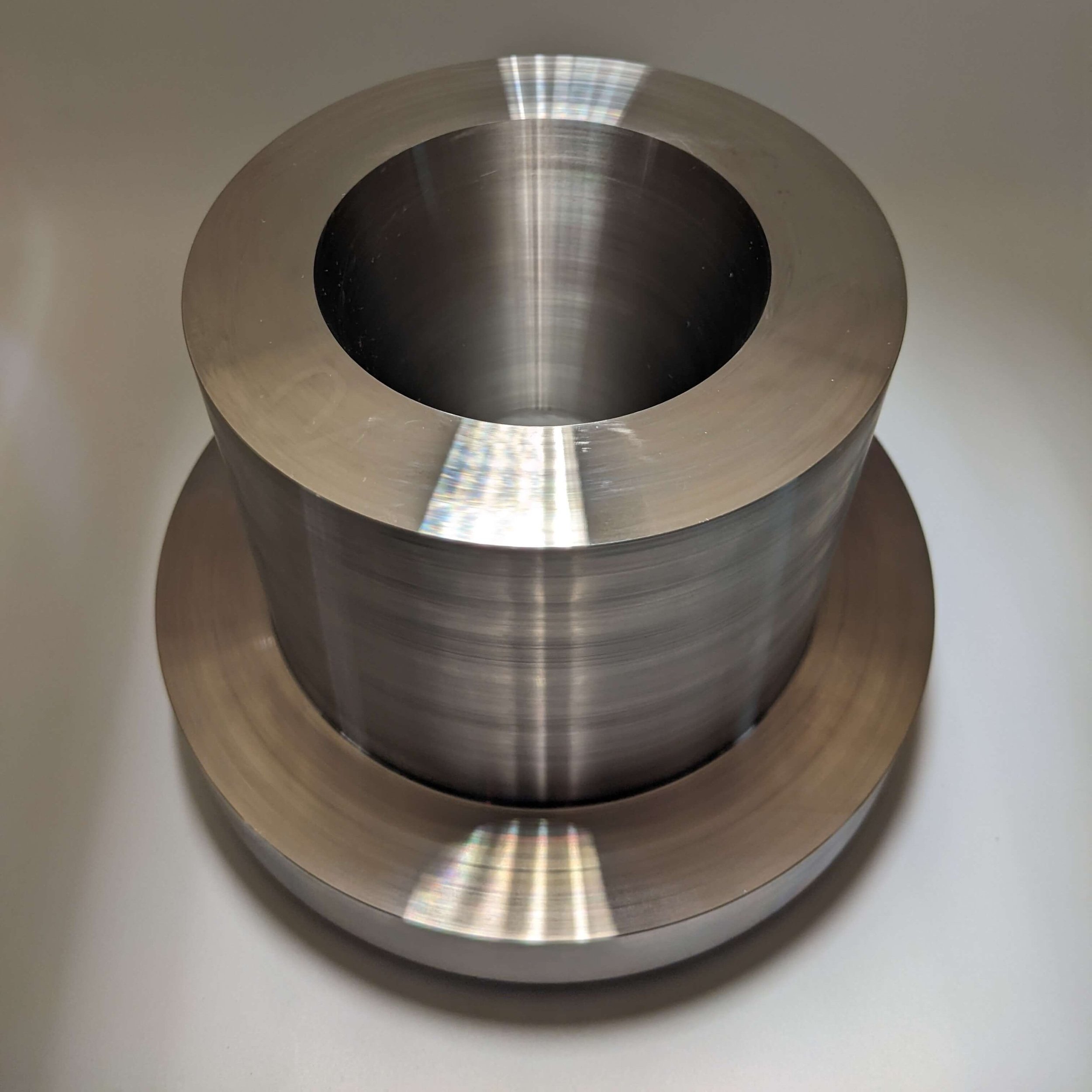
There are many things we love about precision machining, but one of the best parts of our job is getting the chance to work with—and master—new and exciting materials. Last year introduced us to Nitronic 60, an all-purpose stainless steel alloy commonly found in minisatellites. This year, the newest material to come through our precision machine shop is Monel. And as is often the case here at Focused on Machining, once we get a taste of something, we can’t get enough of it!
There are many things we love about precision machining, but one of the best parts of our job is getting the chance to work with—and master—new and exciting materials.
Last year introduced us to Nitronic 60, an all-purpose stainless steel alloy commonly found in minisatellites. This year, the newest material to come through our precision machine shop is Monel. And as is often the case here at Focused on Machining, once we get a taste of something, we can’t get enough of it!
What Is Monel?
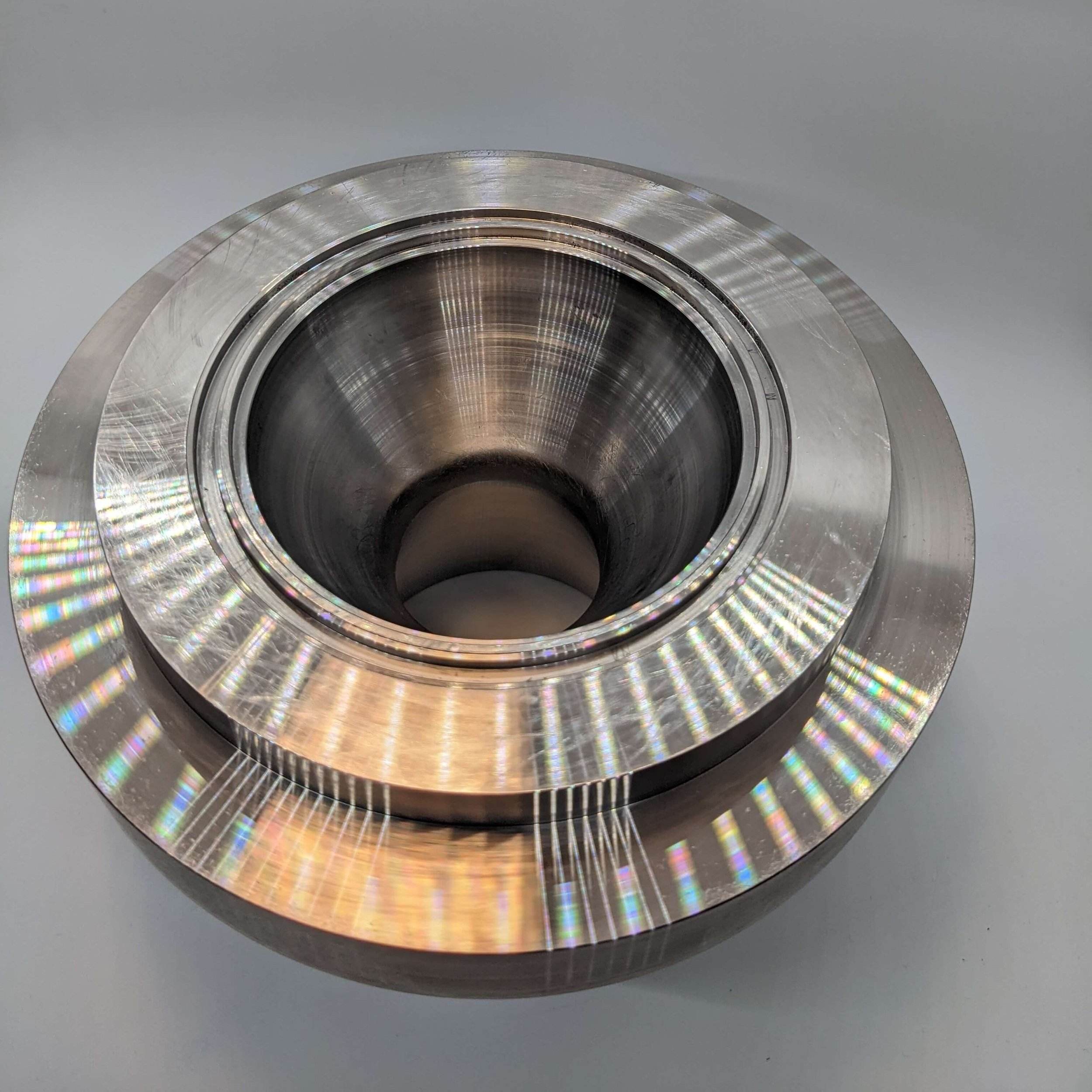
Monel is a group of superalloys with many of the same properties as Inconel. Both have a high nickel content, but while Inconel’s secondary alloyant is chromium, Monel’s is copper. Other substances such as manganese, carbon, iron, and silicon are also present in Monel.
This material is known for maintaining exceptional corrosion resistance due to its high copper content—even when fully submerged in salt water. It’s ideal for submarines and other marine applications.
Although not quite as heat-resistant as Inconel, Monel possesses high stability at temperatures up to 1,000 degrees Fahrenheit. We recently machined Monel parts for a rocket for one of our aerospace customers. The material is also used in many applications for the oil and gas industry.
Challenges of CNC Machining Monel
Like most exotic materials, Monel poses challenges for precision machining customers and shops alike.
Customers are often shocked to learn just how much this superalloy costs. We recently purchased a 7” diameter x 4’ long bar of Monel for $12,000—and there’s a chance prices could creep up even higher due to ongoing material shortages.
Fortunately, when you work with a shop like Focused on Machining that has the skills and expertise to master Monel machining, you benefit from reasonable labor costs comparable to what we charge for cutting standard materials. We’ve found that we can machine Monel effectively with feeds and speeds similar to those we use for 304 or 316 stainless steel.
Still, if the material costs are too high for your project, we’re happy to discuss alternatives with you. We have years of experience working with many different materials at our Denver machine shop and can provide our expert recommendations.
We love what we do here at Focused on Machining, and you’ll see that reflected in the quality of our work and your experience interacting with us. If you need Monel parts, you can count on us to get the job done right—and enjoy every second of it.
Request a quote from our precision machine shop, and we’ll respond within 24 hours!